1, a especificação detalha a tabela
| Informação básica do tamanho |
| Terminais apropriados |
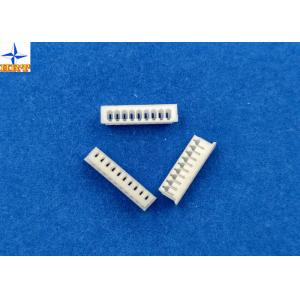
Série de A1250M |
| Categoria |
Alojamentos do friso |
| Material |
PA66/PBT |
| Inflamabilidade |
UL94V-0 |
| Trave à peça de acoplamento |
Nenhum |
| Montagem do painel |
Não |
| Circuitos |
2 a 16pins |
| Diâmetro da isolação do fio |
máximo de 0.90mm. |
| |
| Propriedades elétricas |
| Avaliação atual |
1A C.A., C.C. |
| Avaliação da tensão |
125V C.A., C.C. |
| Resistência de contato |
20mΩ máximo |
| Resistência de isolação |
minuto 100mΩ |
| Tensão de suporte |
500V AC/minute |
| |
| Propriedades mecânicas |
| Variação da temperatura |
-25℃ ao ℃ 85 |
| A outra da informação verificação amável por favor a seguinte imagem. |
2, desenho relacionado e relatório
As imagens de Folllowing estão para fora relatório de testes e For Your Information exato do desenho de engenharia, por favor verificação amável, deseja que pode o ajudar a obter o que você precisa realmente.

|
5. Desempenho mecânico
| Teste a descrição |
Procedimento |
Exigência |
| 5-1 |
Força da inserção & da retirada do atuador |
Introduza e retire conectores na taxa da velocidade de 25±3mm/minuto. |
Refira o parágrafo 7 |
| 5-2 |
Frisar retira a força |
Fixe o terminal frisado, aplique axial retiram a força no fio no rato da velocidade de 25±3mm/minuto. (Baseado em JIS C5402 6,8) |
AWG#28 |
1.0kgf (minuto) |
| AWG#30 |
0.8kgf (minuto) |
| AWG#32 |
0.5kgf (minuto) |
| 5-3 |
Força terminal da inserção. |
Introduza o terminal frisado no alojamento. |
0.50kgf (máximo) |
| 5-4 |
Força da retenção do terminal/alojamento. |
Aplique axial retiram a força na taxa da velocidade de 25±3mm/minuto no terminal montado no alojamento. |
0.50kgf (mínimo) |
| 5-5 |
Força da retenção do Pin |
Aplique a força de impulso axial na taxa da velocidade de 25±3mm/minuto |
0.50kgf (mínimo) |
| 5-6 |
Durabilidade |
Quando acoplado até 50 ciclos repetidamente pela taxa do ciclo 10 pelo minuto. |
Resistência de contato 40mΩ (máximo) |
| 5-7 |
Vibração |
Amplitude: 1.5mm P-P
Tempo da varredura: 10-55-10 hertz em 1 duração minuto: 2 horas em cada X.Y.Z axes.
(Baseado MIL-STD-202 no método 201A)
|
Aparência nenhum dano.
Resistência de contato 40mΩ (máximo)
Descontinuidade 1 μsec. (Máximo)
|
| 5-8 |
Choque físico |
o ² 490m/s {50G}, 3 cursos em cada X.Y.Z axes. (Baseado no método 213B Cond de JIS C0041/MIL-STD-202. A) |
|
|
6. Desempenho ambiental e outro
| Teste a descrição |
Procedimento |
Exigência |
| 6-1 |
Elevação da temperatura |
Carga atual avaliado levando. (Baseado em UL 498) |
30℃ (máximo) |
| 6-2 |
Resistência térmica |
85±2℃, 96 horas (baseadas no método 108A Cond de JIS C0021/MIL-STD-202. A) |
Aparência nenhum dano.
Resistência de contato 40mΩ (máximo)
|
| 6-3 |
Resistência fria |
-25±3℃, 96 horas (baseadas em JIS C0020) |
| 6-4 |
Umidade |
Temperatura: 40±2℃
Humidade relativa: 90~95%
Duração: 96 horas
(Baseado no método 103B Cond de JIS C0022/MIL-STD-202. B)
|
Aparência nenhum dano.
Resistência de contato 40mΩ (máximo)
Resistência de isolação 10MΩ (mínima)
A tensão de suporte dielétrica deve encontrar 4-3
|
| 6-5 |
Ciclismo da temperatura |
5 ciclos de:
a) -55℃ 30 minutos
b) +85℃ 30 minutos
(Baseado em JIS C0025)
|
Aparência nenhum dano.
Resistência de contato 40mΩ (máximo)
|
| 6-6 |
Pulverizador de sal |
Estanhado 16 horas/24 horas folheados a ouro da exposição a um pulverizador de sal da solução de 5±1% em 35±2℃. (Baseado no método 101C Cond de JIS C0023/MIL-STD-202. B) |
| 6-7 |
Gás do SO2 |
24 horas de exposição a 50±5ppm.
Gás do SO2 em 40±2℃.
|
| 6-8 |
Gás NH3 |
uma exposição de 40 minutos ao gás NH3 que evapora da solução da amônia de 28%. |
| 6-9 |
Solderability |
Tempo de solda: segundo 5±0.5.
Temperatura da solda: 245±5℃
|
A solda que molha 95% da área imergida deve não mostrar nenhum vácuo, furos de pino |
| 6-10 |
Resistência ao calor de solda
(MERGULHO)
|
Método do potenciômetro da solda
Tempo de solda: segundo 10±0.5.
Temperatura da solda: 260±5℃
Método do ferro da solda
Tempo de solda: segundo 5±0.5.
Temperatura da solda: 370℃ ~ 400℃
|
Aparência nenhum dano. |
| 6-11 |
Resistência ao calor de solda (SMT) |
Ao reflowing
Refira o parágrafo 8
Solde o método do ferro
Tempo de solda: segundo 5±0.5.
Temperatura da solda: 370℃ ~ 400℃
|
Aparência nenhum dano. |
7. Força da inserção/retirada do atuador
[Unidade: kgf]
| Circuitos |
Na inicial |
Circuitos |
Na inicial |
| Inserção (máximo) |
Retirada (mínima) |
Inserção (máximo) |
Retirada (mínima) |
| 02 |
2,00 |
0,28 |
11 |
6,50 |
0,62 |
| 03 |
2,50 |
0,30 |
12 |
7,00 |
0,65 |
| 04 |
3,00 |
0,33 |
13 |
7,50 |
0,68 |
| 05 |
3,50 |
0,38 |
14 |
8,00 |
0,71 |
| 06 |
4,00 |
0,43 |
15 |
8,50 |
0,74 |
| 07 |
4,50 |
0,48 |
16 |
9,00 |
0,77 |
| 08 |
5,00 |
0,53 |
17 |
9,50 |
0,80 |
| 09 |
5,50 |
0,56 |
18 |
10,00 |
0,83 |
| 10 |
6,00 |
0,59 |
|
|
|
|
3, aplicação fied dos estes produto
Você pode ter uma cognição direta da imagem unida sobre a aplicação dos its. Este produto é amplamente utilizado no aparelho eletrodoméstico, computador, dispositivo de comunicação. Porque nós estabelecemos um sistema de inspeção restrito da qualidade, assim que nossos produtos são confiados pela empresa internacional da fama como TPV, LeTV, Emerson, Amphenol Corporaçõ, Skyworth, BYD etc. E todos os produtos são habilitados pelo ALCANCE, UL, RoHS. A fim proteger o evironment, algumas peças são halogênio livre.